2024澳门原料网大全
关于我们
数控车床
车铣复合
解决方案
新闻动态
技术支持
联系我们
热门分类
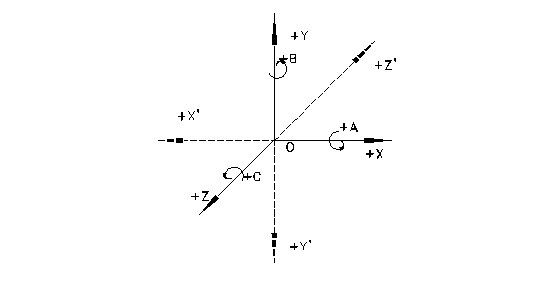
机床坐标系是机床上固有的坐标系,它用于确定被加工零件在机床中的坐标、机床运动部件的特殊位置(如换刀点、参考点)以及运动范围(如行程范围、保护区)等。数控机床采用ISO统一标准右手直角笛卡儿坐标系。
在数控车床上加工零件时,一般首先需要编写零件加工程序,即用数字形式的指令代码来描述被加工零件的工艺过程、零件尺寸和工艺参数(如主轴转速、进给速度等),然后将零件加工程序输入数控装置,经过计算机的处理与计算,发出各种控制指令,控制机床的运动与辅助动作,自动完成零件的加工。
要想成为一个数控高手(金属切削类),从大学毕业进工厂起,最起码需要6年以上的时间。金属加工微信,内容不错值得关注。他既要有工程师的理论水平,又要有高级技师的实际经验及动手能力。第一步:必须是一个优秀的工艺员。数控机床集钻、铣、镗、铰、攻丝等工序于一体。对工艺人员的技术素养要求很高。数控程序是用计算机语言来体现加工工艺的过程。工艺是编程的基础。不懂工艺,绝不能称会编程。
数控加工工序的区别一般可按下列方法进行:1、刀具集平分序法 就是按所用刀具区别工序,用同一把刀具加工完零件上悉数可以完毕的部位。在用第二把刀、第三把完毕它们可以完毕的其它部位。这样可减少换刀次数,紧缩空程时间,减少不必要的定位过失。2、以加工部位分序法 关于加工内容许多的零件,可按其结构特点将加工部分分红几个部分,如内形、外形、曲面或平面等。一般先加工平面、定位面,后加工孔;先加工简略的几何形状,再加工杂乱的几何形状;先加工精度较低的部位,再加工精度要求较高的部位。
计算机数字控制( 数控 )机器自动铣床,使工业部件没有人力援助。 这是可能的,因为数控机床是美联储系列电脑控制器的指令传送到内部。 这些指令是在语言形式的代码,属于数控编程。编程代码中使用 数控机床是通常称作G代码 。 然而,G代码指令只的编程语言的一部分。 具体来说,G代码给数控机床的坐标,从中把握和从事加工工具,以减少和形状的金属一定的规格。 在整个操作的代码用系列 数控 机床还包括M -码和T -代码
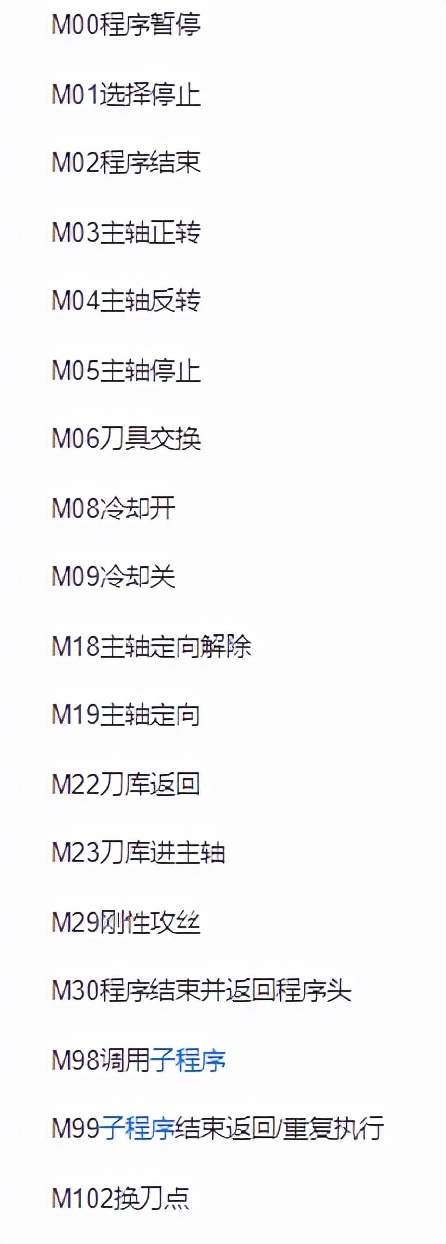
数控加工中心M指令是数控加工中的辅助指令。辅助功能是用地址字 M 及二位数字表示的它主要用于机床加工操作时的工艺性指令其特点是靠继电器的通、断来实现其控制过程。据机床厂家设置的不同,不同机床的M指令也不尽相同
代码名称-功能简述。G53,G500-设定工件坐标系注销,G54------设定工件坐标系一,G55------设定工件坐标系二,G56------设定工件坐标系三,G57------设定工件坐标系四,G58------设定工件坐标系五,G59------设定工件坐标系六,G60------准确路径方式,G64------连续路径方式
代码名称-功能简述;G00------快速定位。G01------直线插补。G02------顺时针方向圆弧插补。G03------逆时针方向圆弧插补。G04------程序暂停。G05------通过中间点圆弧插补。
无论是数控新手还是已经在职场上已经熟练的老手,都在求推荐好的数控编程软件,新手是不知道哪些好用,老手则是看看市场有没有出新产品,反正不管哪种情况,总之给你们推荐几种好用的数控编程软件就肯定没错了。
随着科学技术和市场经济的不断发展,对机械产品的质量、生产率和新产品的开发周期提出了越来越高的要求。为了满足上述要求,适应科学技术和经济的不断发展,数控机床应运而生了。20世纪50年代,美国麻省理工学院成功地研制出第一台数控铣床。1970年首次展出了第一台用计算机控制的数控机床(Computer NumericalControl,简称CNC)。
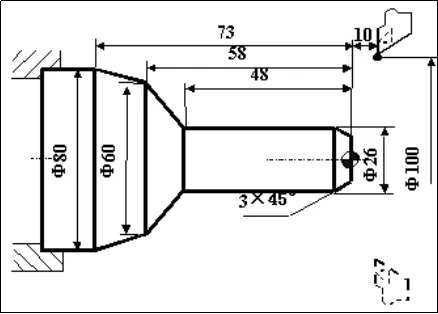
直线插补指令G01数控编程零件图样。%3305,N1 G92 X100 Z10(设立加工工件坐标系,定义对刀点的位置)。N2 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)。N3 G01 U10 W-5 F300 (倒3×45°角)
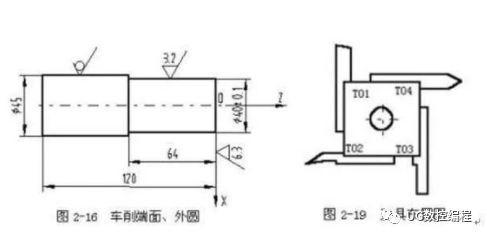
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线。1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ45外圆,使工件伸出卡盘80㎜,一次装夹完成粗精加工。2) 工步顺序。① 粗车端面及φ40㎜外圆,留1㎜精车余量。② 精车φ40㎜外圆到尺寸。